Comparison Among Fiber Laser, CO2 Laser and Plasma
When it comes to metalworking, potential customers are usually in a puzzle about how to select their proper cutting modes. At present, main metalworking is dominated by the emerging fiber laser cutting and traditional CO2 laser, plasma, sawing, abrasive cutting, flame cutting, water jet cutting.
With a view to cutting quality, speed, costs and user operability, those traditional modes are gradually withdrawing from market and replaced by the new fiber laser cutting. Hereon, we make a contrast among fiber laser, and widely-used CO2 laser and plasma, just for your reference.
Ⅰ.Definition
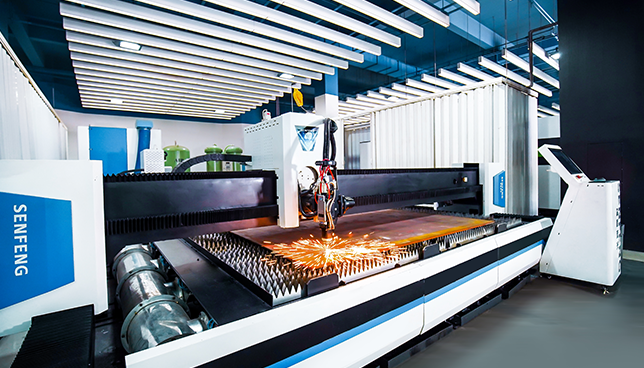
1.Fiber Laser Cutting
Its laser generator creates high-energy laser beam that focuses into a tiny laser spot where power density is extremely high. At this moment, materials under laser spot are heated to gasification temperature to form openings or holes. That is fiber laser cutting.
2.CO2 Laser Cutting
CO2 laser tube radiates laser beam. Through refraction of several reflectors, the laser beam passes on to laser cutting head where its focusing lens gather the laser beam into a dot at high temperature. As thus, the material sublimates to gas instantly.
3.Plasma Cutting
Dated back to 1950s, plasma makes use of high-temperature plasma arc to partially melt (and evaporate) metals at the incision of workpiece. With the help of high-speed plasma, molten cuttings will be removed to form an incision.
Ⅱ.Comparison
1.Range of Application
Fiber laser can cut both ordinary metals and various high-reflectivity materials. It has been widely used in sheet metal fabrication industries.
CO2 laser aims at non-metallic materials like cloth, leather, plastic and acrylic. When laser power is high, metals are also within its reach but its cutting precision and thickness are unsatisfactory. Copper and other high-reflectivity materials are also prohibited to be cut. Because of its high energy consumption, CO2 laser is gradually phased out now.
Although plasma cutting fits for stainless steel, carbon steel, AL, copper, cast iron and other metals, it is hard to rework its cutting surface owing to its obvious heating effect and low precision. So, plasma, as a rule, comes into use when cutting precision is undemanding.
2.Cutting Quality
For fiber laser's part, laser beam usually acts on a tiny area, with small heat affected zone and almost no workpiece deformation. It can be said that it cuts at fast speed, high quality and precision (±0.2mm). Compared with CO2 laser cutting, it enjoys much better cutting section. However, cutting gap (1-2mm) becomes unpleasing when plasma is working.
3.Cutting Thickness
With laser power gets higher and higher, fiber laser is grabbing more market shares of thick sheet cutting. Our max laser power has reached up to 60kW, cutting 200mm thick sheet at extreme. CO2 laser, in general, is used for cutting thin sheet and other non-metallic materials. As for plasma, 120mm thick sheet is at its peak, but its cost performance is the highest when the thickness is 20mm.
4.Cutting Speed
Normally, fiber laser is 3 times faster than CO2 laser at least by reason of their difference in laser wavelength and absorptivity by materials. Plasma cutting is slow in speed and low in precision in spite of its ability of cutting thick sheet. Kindly reminder: its cutting section is gradient.
5.Costs of Production
When fiber laser works, there is basically no additional consumables though it requires relatively high investment in initial period. Moreover, fiber laser cutting machines are able to adapt to adverse workplaces at low maintenance costs. In comparison with fiber laser' electro-optical conversion rate of 40%, CO2 laser offers only 10% rate. So, fiber laser has obvious superiority to CO2 laser in terms of electric charges and cooling system. Plasma cutting is much cheaper than these two, but needs high costs to use in view of different powers and brands of plasma cutting machines.
6.Degree of Security
According to international safety standards, laser hazard is four-level. CO2 laser has the least harm. Fiber laser is at the highest level due to its harm to human eyes from short wavelength. For the sake of security, fiber laser shall work in a fully-enclosed workplace. While operating plasma cutting machine, human may also be harmed, including physical injury like ultraviolet ray and infrared ray generated by high-temperature arc, and chemical injury caused by radioactive elements.
Ⅲ.Final Summary
These three metalworking modes have their respective pros and cons. Comparatively speaking, fiber laser is superior to the other two and in line with the call of the times. Even so, it would be better for users to give enough thought to their materials and specific cutting requirements before making decisions.